Big data analytics provide insights into the manufacturing process that can improve efficiencies and save costs.
The manufacturing industry is comprised of complex and interlinking systems, where a small change can have a ripple effect across an entire production line, and where improvements on the margin can lead to huge savings on the bottom line. In this environment, manufacturers who are able to gather—and make use of—data on a large scale have a significant competitive edge over those who continue to operate in the dark.
Fortunately, the newest generation of industrial technology, known as Industry 4.0, assembles the various components of the data puzzle—data collection, data processing, and data interpretation—to provide a clearer picture to decision-makers within the manufacturing industry. At Eagle Technologies, we have been researching these technologies and learning how to apply them in factory automation contexts. Here are the six most relevant for today’s manufacturing leaders.
Find out more about Eagle Technologies SmartTRAC IIOT Software Suite
1. Production tracking.
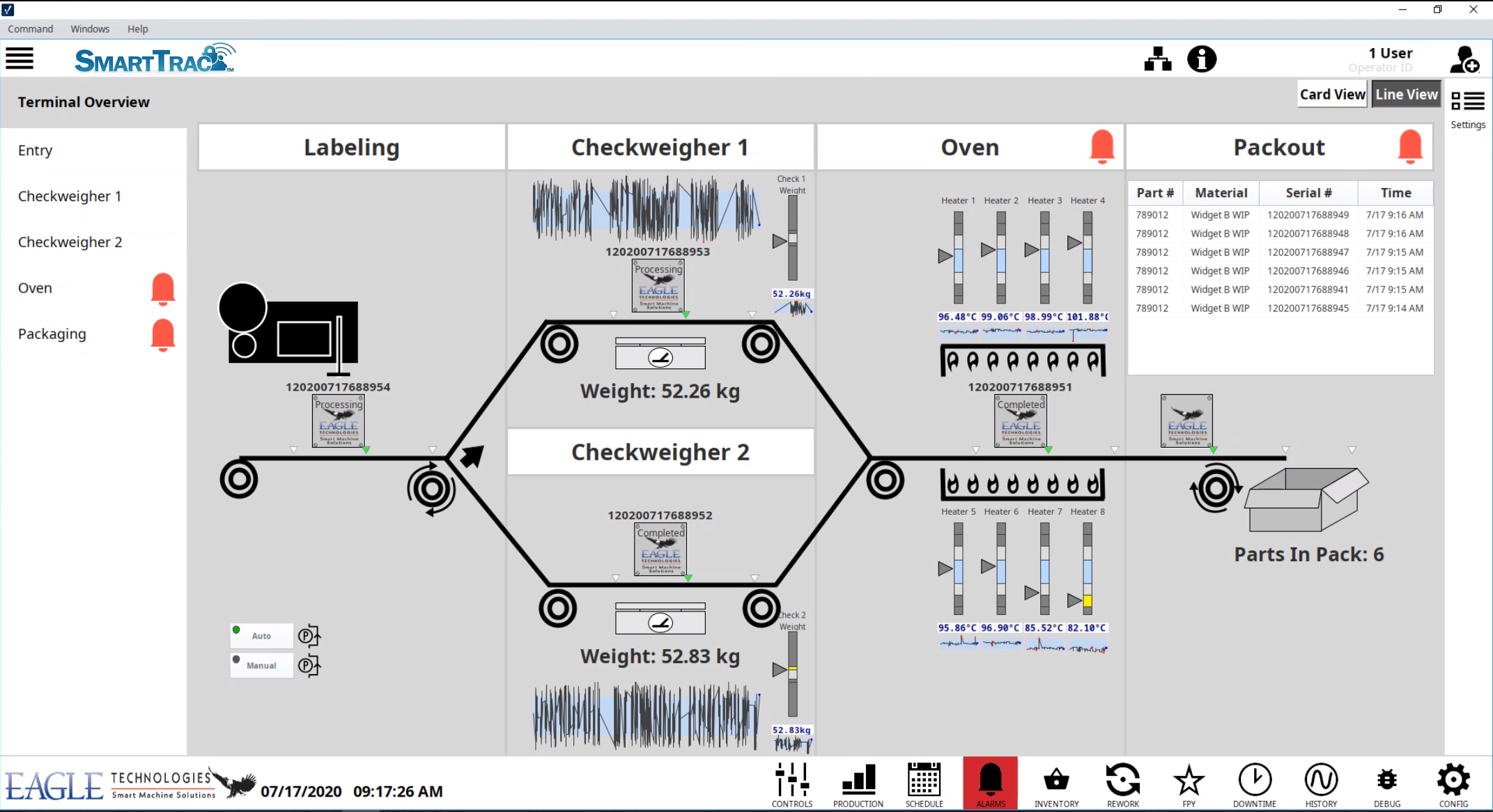
Today’s big data capabilities enable manufacturers to follow individual components as they progress through stages of manufacture. This means organizations can view their manufacturing from a big picture perspective (where are my components at in the manufacturing process? what will be the monthly production volume at this factory?), but also zoom in on a granular level to each component.
Production tracking for individual parts will be more important as manufacturers explore the market for custom products. As manufacturing processes become more sophisticated, consumers will have more options for personalized products. As an example, many companies now offer personalized engravings, etchings, or embossing on consumer products. The more personalization and customization become the new standard, the greater a role big data will play in keeping track of individualized parts.
2. Process monitoring.
Big data not only tracks components, it also monitors the equipment creating these components. Production data can help manufacturers identify bottlenecks in the manufacturing process, or areas that could be improved by the addition or removal of a certain manufacturing step.
Process monitoring can also alert any operators to holdups on the production line, such as if a machine goes offline, or a bowl feeder becomes jammed. This real-time monitoring helps manufacturers respond more quickly to potential production errors or delays.
3. Quality improvement.
Monitoring also enables significant gains in quality improvement. For decades, Six Sigma has been the aspirational standard for manufacturers across every industry. But achieving six sigma results without the data and monitoring capabilities provided by Industry 4.0 can be difficult.
In today’s manufacturing industry, the greater interconnectivity of devices, as well as improved monitoring capabilities, make it possible for part manufacturers to spot production errors early in the process, before they move downstream, or even to prevent them from occurring in the first place.
4. Preventative maintenance.
Unscheduled maintenance can lead to costly manufacturing delays that slow down your production line and result in missed deadlines. Similarly, if a needed repair is undetected or left unaddressed for too long, it can lead to larger problems down the road.
Advanced monitoring equipment can address both these problems. By predicting when a machine might need repair, manufacturers can schedule servicing during normal manufacturing downtime. And in maintaining equipment early and appropriately, they reduce the likelihood an unexpected failure.
We designed our Eagle Smart Machine technology to directly address this challenge. Our machine learning algorithms can help predict when a machine might fail, and can alert manufacturers to an impending failure so that they can order the correct parts and schedule maintenance during normal factory down times, without interrupting the production schedule.
5. Risk management.
Preventative maintenance is part of risk management, but it is just one of the ways in which big data can reduce manufacturing risk. One of the greatest risk’s manufacturers face is that of becoming liable for a production flaw. In the past, lawsuits over manufacturing failures have cost companies billions, as have widespread recalls for defective parts.
Eagle can use a combination of failure-proofing, advanced testing, and product tracing technology to manage risk. By reducing the opportunities for a part to fail, identifying faulty components at the point of failure, and tracing each component through a unique identifying number, Eagle can help manufacturers prevent production failures from happening, and mitigate the damage should they occur.
Big data can also guide manufacturers in their selection of suppliers. Suppliers who can demonstrate an excellent record in terms of quality, safety, and timeliness are more trustworthy than those with limited data about their procedures.
6. Supply chain optimization.
Finally, when it comes to logistics, big data enables manufacturers to react more nimbly to hiccups in the supply chain. For instance, if a large storm is affecting a geographic region, manufacturers can divert the delivery of parts or materials to a different plant. If an unexpected breakdown of a piece of equipment could lead to the degradation of a time-sensitive delivery, it can be cancelled ahead of time. And if a certain link in the chain is reliably inefficient, manufacturers can look for solutions.
Manufacturers work best when they have all the information they need at their fingertips. This is what big data provides.
Big data allows manufacturers to make better decisions at every level.
Knowledge is power. The more information manufacturers have to work with, the better able they will be to make decisions for their organizations that lead to improved operations and financial health. Our industry now possesses the capabilities to track and monitor production at every stage of the manufacturing process in finer detail than ever before. Manufacturers must take advantage of this if they are to remain competitive.
At Eagle, we can incorporate data gathering sensors into our factory automation equipment at any point in the process using advanced imaging technology, laser scanners, and validation tools. When it comes to production tracking, our engineers can discuss which metrics need to be tracked by your team, and incorporate them into our products using a range of methods, including RFID tags, Product Birth Certification, Direct Part Marking, 1D and 2D barcodes, and Print and Apply codes. And, using IIoT-enabled devices, we can tie the data gathered by these processes into centralized consoles that allow your operators and production managers to monitor operations at a glance.
As industry experts, our goal is to improve your manufacturing capabilities so that you can deliver better results to your customers. Contact us to learn more about how we incorporate big data into our automation equipment.

Brandon Fuller | b.fuller@EagleTechnologies.com
Eagle Technologies, headquarters in Bridgman, MI
Eagle builds the machines that automate manufacturing. From high-tech robotics to advanced product testing capabilities, Eagle offers end-to-end manufacturing solutions for every industry.